
 联系我们
联系我们

来自未来的建造技术——PP纤维3D打印混凝土
混凝土3D打印是一种典型的智能建造工艺,具有无模化、灵活化、快速化等优势。随着3D打印技术的快速发展,对水泥基材料力学和抗裂性能的要求逐步提高。尤其是3D打印混凝土材料因挤出成型工艺的要求,降低了较大粒径骨料的掺量,导致胶凝材料比例增加,收缩开裂风险明显增加,且无模建造过程加快了打印结构中的水分蒸发,使得材料的开裂风险更加显著。在3D打印混凝中掺加短纤维是改善其力学和收缩开裂性能的一种有效方法。研发可3D打印、造价相对较低、性能优异的纤维混凝土材料有助于推进3D打印技术的结构化应用。
目前,国内外许多研究人员开发并测试了多种可3D打印的纤维混凝土材料。SOLTAN等通过掺入体积分数为2%、长度为12 mm的超高分子量聚乙烯(以下简称PE)纤维,制备了可3D打印的ECC材料,其拉伸应变约为4.0%。WENG等利用体积掺量为1%、长度为8 mm的聚乙烯醇(以下简称PVA)纤维制备出了性能良好的3D打印混凝土材料。FIGUEIREDO等在3D打印混凝土中掺入了体积掺量为2%的PVA纤维,并对其流变性能进行了研究。LE等制备了一种聚丙烯(以下简称PP)纤维增强水泥基材料,其开放时间达到了100 min。AL-QUTAIFI等利用钢纤维和PP纤维制备了3D打印地聚物材料,发现掺入纤维对3D打印层间的黏结强度有不利影响。NEMATOLLAHI等研究了PP纤维对3D打印地质聚合物性能的影响,结果表明,当PP纤维的体积掺量为0.25%~1.00%时,新拌浆体表现出良好的流动性和挤出性。刘竞怡等利用钢纤维和玻璃纤维制备了3D打印材料,结果表明,钢纤维和玻璃纤维的掺入使砂浆的流动度下降了近1/3。王里等利用玄武岩纤维制备了3D打印水泥基材料,结果表明,随着玄武岩纤维掺量的增加,浆体挤出逐渐困难,力学各向异性不断增强。
考虑到PP纤维的弹性模量低于混凝土,且具有阻裂、增韧作用,材料成本较低,使用范围较广。因此,本文选择PP纤维制备3D打印混凝土,较为全面地研究纤维掺量和长度、打印参数对3D打印混凝土材料性能的影响。
●试验概况
▶原材料
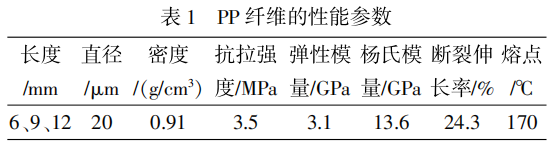
水泥:P·O 42.5级水泥,比表面积≥300 m2/kg,细度小于0.08 mm的水泥颗粒占90%以上;硅灰:平均粒度2 μm,比表面积15 000~25 000 m2/kg;石英砂:粒径69~178 μm;减水剂:聚羧酸系高效减水剂,减水率≥30%;PP纤维:性能参数见表1。
▶配合比
试验配合比见表2。其中,PP纤维的体积掺量分别为0、0.2%、0.4%、0.6%、0.8%、1.0%。
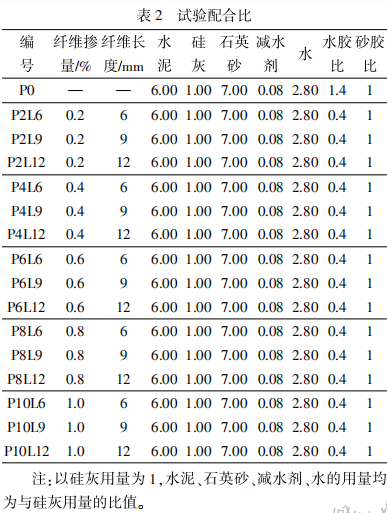
为使纤维均匀分散,先将干粉材料拌和均匀,再加入水和减水剂搅拌3 min,然后缓慢掺入PP纤维继续搅拌5 min。3D打印混凝土的相关性能测试通过桌面式混凝土3D打印机在温度为(23±1)℃、湿度为(50±15)%的室内进行。
▶测试方法
▷流动性试验
根据GB/T 2419—2005《水泥胶砂流动度测定方法》通过跳桌试验进行流动性测试,流动性通过流动扩展度来表征。
▷流变性试验
利用Viskomat NT型流变仪进行流变性测试。流变性测试共用时120 s,前60 s流变仪旋转速率从0均匀加速至60 r/min,后60 s流变仪旋转速率由60 r/min均匀减小至0。
▷挤出性试验
固定打印线速度为40 mm/s,打印层高为10 mm,挤出总长度为400 mm的条带,记录条带宽度并观测表观质量,以此来评价PP纤维对挤出性的影响。挤出性试验除纤维长度和掺量这两个变量外,增加打印喷头直径D作为变量,D分别为10 mm、20 mm、30 mm。
▷建造性试验
固定打印线速度为40 mm/s,喷头直径依据挤出性测试结果选取,打印?覫100 mm×250 mm的单层薄壁圆筒模型,以发生坍塌时的高度作为建造性评价指标。试验时通过调整打印机的挤出流量参数,将建造性试验的挤出条带宽度控制在25 mm,以保证试验的精确性。建造性试验除纤维长度和掺量这两个变量外,增加打印层高h作为变量,h分别为6 mm、8 mm、10 mm。
▷吸水率试验
根据DB32/T 3696—2019《高性能混凝土应用技术规程》进行吸水率测试,测试结果取三个样品的平均值。
▷力学性能试验
抗压强度和抗折强度测试依据GB/T 50081—2019《混凝土物理力学性能试验方法标准》进行,测试结果取三个样品的平均值。
●结果与讨论
▶流动性
PP纤维对拌和物流动性的影响规律见图1。
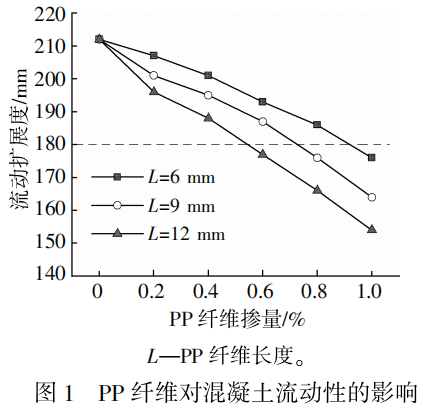
拌和物的流动扩展度总体上随PP纤维掺量和长度的增加而降低。以PP纤维掺量为1.0%的试件为例,P10L6、P10L9、P10L12组的流动扩展度分别为176 mm、164 mm、154 mm,与基准组(P0)相比分别降低了17.0%、22.6%、27.3%。随着纤维掺量和长度的增加,纤维之间的间距逐渐变小,形成了三维骨架网络结构,从而限制了拌和物的流动性,不利于拌和物的输送和挤出过程。根据笔者课题组的前期研究基础与应用实践得出,拌和物的流动扩展度不应小于180 mm。因此,根据流动性试验结果,初步判断PP纤维掺量以0~0.6%为宜,长度以6~9 mm为宜。
▶流变性
各组PP纤维混凝土的静态屈服应力(τs)测试结果见图2。
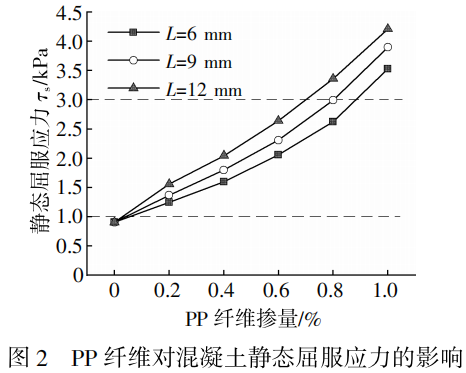
由图2可知,随着PP纤维长度和掺量的提高,τs显著增大。P2L6、P2L9、P2L12组的τs分别为1.25 kPa、1.37 kPa、1.55 kPa,与P0组相比分别提高了38.4%、51.6%、72.7%;P10L6、P10L9、P10L12组的τs与P0组相比分别提高了183.3%、185.1%、170.4%。由于3D打印混凝土材料逐层堆积时需要下层材料具有足够的早期刚度以支撑后续累积层材料的自重,故在一定范围内,τs越高,打印结构的几何形状稳定性越佳,从而有利于提升3D打印混凝土材料的建造性。同时,结合流动性试验结果,建议τs控制在1~3 kPa为宜。因此,可进一步判断出PP纤维的适宜掺量区间为0.2%~0.6%,适宜长度区间为6~9 mm。
▶挤出性
▷挤出速度
PP纤维对混凝土挤出性的影响结果见图3。
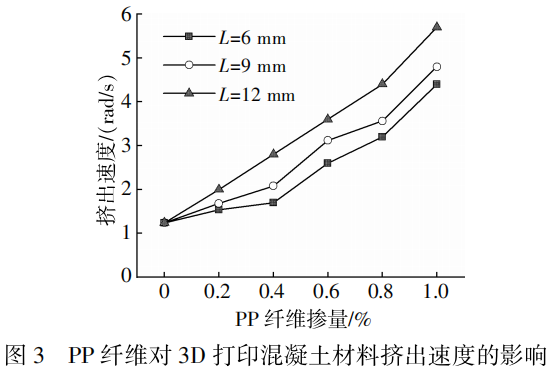
从图3可以看出,当PP纤维掺量较低(0.2%)时,3D打印机将拌和物均匀挤出所需的挤出速度增幅较小,随着PP纤维掺量增加,挤出速度迅速增大;此外,PP纤维长度越长,所需的挤出速度越大。其中,P2L6、P2L9、P2L12组的挤出速度分别为1.54 rad/s、1.68 rad/s、2.00 rad/s,与P0组相比分别提高了24.1%、35.5%、61.3%;P10L6、P10L9、P10L12组的挤出速度分别为4.40 rad/s、4.80 rad/s、5.70 rad/s,与P0组相比分别提高了255%、287%、359%。
▷试验现象
试验过程中发现,PP纤维掺量增加会导致挤出条带变窄,在同等掺量下,掺短PP纤维拌和物的挤出性能更优。此外,打印喷头的直径越大,拌和物越容易被挤出。以喷头直径D=20 mm为例,图4为P0、P2L9、P4L9、P6L9、P8L9、P10L9拌和物的挤出效果。
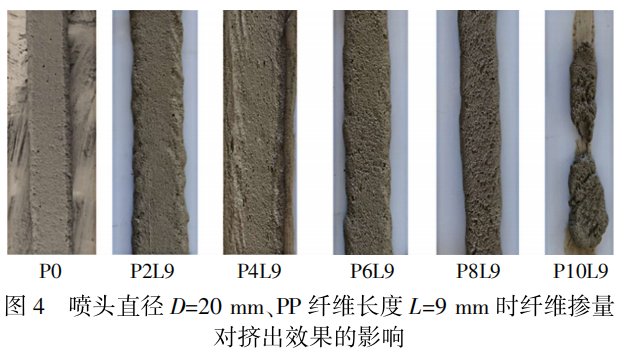
由图4可知,与P0组相比,P2L9挤出条带的边缘部分开始出现微小褶皱;随着纤维掺量增加,挤出条带逐渐变窄,其表面肉眼可见的孔洞缺陷逐渐增多;当PP纤维掺量为0.8%(P8L9组)时,挤出条带表面有明显的纤维拉拽现象;当PP纤维掺量为1.0%(P10L9组)时,挤出条带出现间断,此时拌和物已经无法连续挤出。
▷挤出条带宽度
PP纤维和喷头直径对3D打印混凝土挤出条带宽度的影响结果见图5。
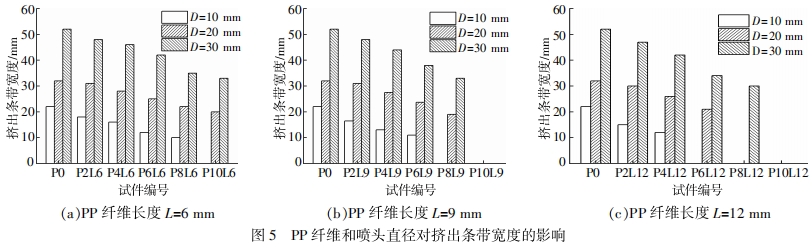
由图5可知,当喷头直径D=10 mm时,可使PP纤维长度分别为6 mm、9 mm、12 mm拌和物被顺利挤出的最高PP纤维掺量分别为0.8%、0.6%和0.4%,即P8L6、P6L9和P4L12。当喷头直径D=20 mm时,可使PP纤维长度分别为6 mm、9 mm、12 mm拌和物被顺利挤出的最高PP纤维掺量分别为1.0%、0.8%、0.6%,即P10L6、P8L9、P6L12。当喷头直径D=30 mm时,可使PP纤维长度分别为6 mm、9 mm、12 mm拌和物被顺利挤出的最高PP纤维掺量分别为1.0%、0.8%、0.8%,即P10L6、P8L9、P8L12。
综上所述,直径D=10 mm喷头可顺利喷出的纤维拌和物受纤维长度和掺量的影响较大,且当纤维长度为12 mm时易导致堵塞。因此,不推荐使用长度为12 mm的PP纤维以及直径D=10 mm的喷头。综合考虑流动性、流变性及挤出性试验结果,建议PP纤维掺量以0.2%~0.6%为宜、长度以6~9 mm为宜,打印喷头直径以D=20 mm为宜。
▶建造性
基于挤出性试验结果和建造模型尺寸等因素,本文使用直径D=20 mm的打印喷头进行建造性试验。
▷建造效果
以P4L9试验组为例,分析PP纤维对3D打印混凝土建造性的影响。图6为打印层高h分别为6 mm、8 mm、10 mm时P4L9组的打印建造效果。
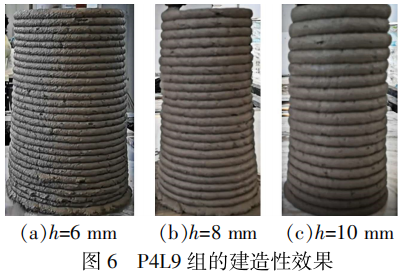
由图6可知,各组打印模型的各层垂直堆叠良好、平稳,且无明显变形、倾斜,均表现出良好的建造性。
降低纤维掺量后,以P2L9试验组为例,不同打印层高条件下的建造性效果见图7。
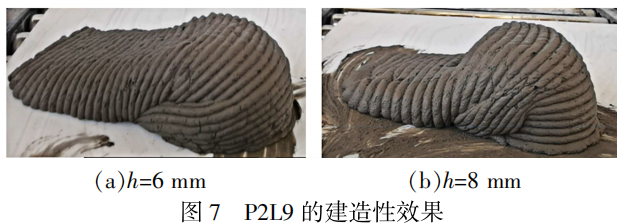
由图7可知,打印层高为6 mm、8 mm模型的破坏为模型整体结构失稳倾斜倒塌。
当纤维掺量增大到1.0%时,虽满足建造性要求,但条带边缘出现较为严重的褶皱,使得条带宽度不均匀,表观质量差,如图8所示。

▷建造高度
建造高度测试结果见图9。
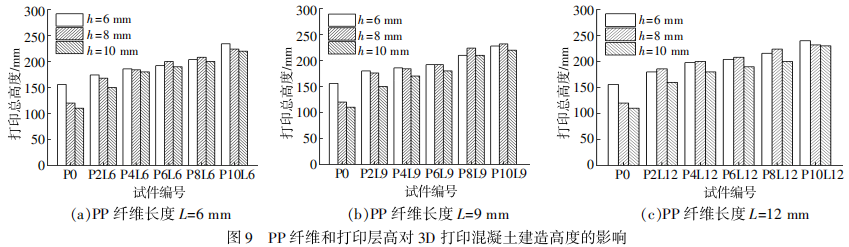
由图9可知,随着PP纤维掺量增加,模型的打印总高度增加;PP纤维长度对模型建造高度的影响较小。以P2L6组为例,如图9(a)所示,打印层高为6 mm、8 mm、10 mm模型的打印总高度分别为174 mm、168 mm、150 mm,与P0组相比分别提高了11.5%、40.0%、36.3%,且打印层高为10 mm模型的打印总高度比打印层高为6 mm的模型低16.0%。对于P10L6试验组,打印层高为6 mm、8 mm、10 mm模型的打印总高度分别为234 mm、224 mm、220 mm,与P0组相比分别提高了50.0%、86.7%、100.0%,且打印层高为10 mm模型的打印总高度比打印层高为6 mm的模型低6.0%。对于P0组而言,h=6 mm模型的打印总高度显著大于h=8 mm和h=10 mm的模型,而随着纤维掺量增加,h=6 mm模型的打印总高度优势逐渐减小甚至消失。当纤维掺量较高时,h=8 mm模型的建造性较好。原因是喷头的挤出压力在一定程度上可以抵消纤维网络“支撑”效应造成的孔隙率增大现象。
综合考虑流动性、流变性、挤出性和建造性试验结果,可进一步得出PP纤维的适宜掺量区间为0.4%~0.6%,适宜长度区间为6~9 mm,最优打印喷头直径D=20 mm,打印层高h=8 mm。
▶吸水率
3D打印混凝土材料的吸水率测试结果见图10。
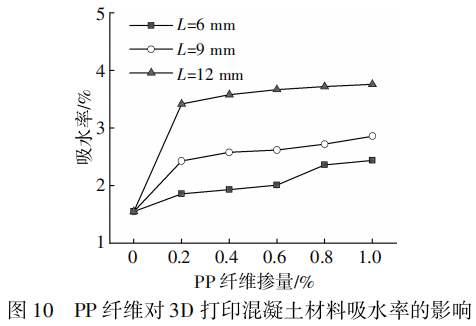
由图10可知,PP纤维的掺入增大了材料的吸水率,即材料的密实度降低;当PP纤维掺量从0增至0.2%时,材料的吸水率增幅较大;当PP纤维掺量在0.2%~1.0%时,随着PP纤维掺量增加,材料的吸水率逐渐增大,但增幅较小;此外,PP纤维长度为12 mm材料的吸水率明显高于其他两种长度的PP纤维。因此,根据吸水率试验结果,建议PP纤维掺量以0.4%~0.6%为宜,长度以9 mm为宜。
▶力学性能
PP纤维对3D打印混凝土材料强度的影响见图11。
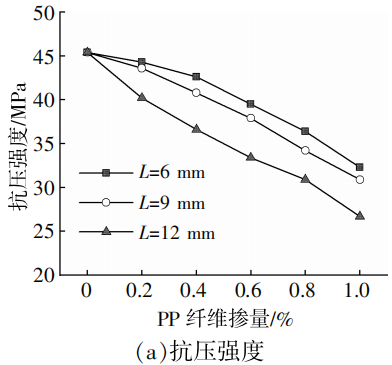
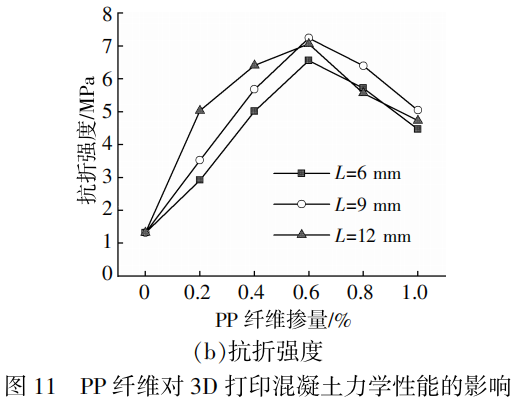
由图11(a)可知,PP纤维的掺入对抗压强度不利,且纤维越长,对抗压强度的削弱作用相对越大。当PP纤维掺量为1.0%时,P10L6、P10L9、P10L12组的抗压强度分别为32.3 MPa、30.9 MPa、26.7 MPa,与P0组相比分别下降了28.9%、31.9%、41.2%。由图11(b)可知,PP纤维长度对抗折强度的影响不大;随着PP纤维掺量增加,抗折强度先增后减,但均高于P0组,当PP纤维掺量为0.6%时,抗折强度达到最佳,此时,P6L6、P6L9、P6L12组的抗折强度分别为6.28 MPa、6.62 MPa、6.53 MPa,与P0组相比分别提高了71.1%、80.8%、78.4%。因此,根据强度试验结果,建议PP纤维掺量为0.6%,长度为9 mm。
●打印实例验证
基于以上分析,本文选择PP纤维长度为9 mm、掺量为0.6%的P6L9组进行实践验证,打印过程中设定的参数为:打印线速度40 mm/s、打印层高8 mm、打印喷头直径20 mm。打印模型的成型结构如图12所示。
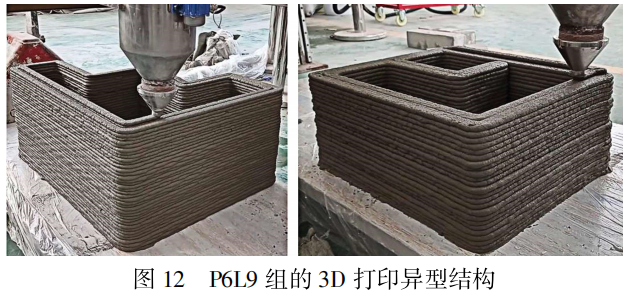
整个打印过程中混凝土材料的挤出条带均匀、表观质量优良,即挤出性较好,构件总高度大于1 m,且无坍塌、失稳等现象。这表明本文选择的配合比及打印工艺具有优异的适应性和协同性。此外,本文借助电风扇使试件在表面风速达到5 m/s的环境下放置6 h左右,发现试件未出现开裂;然后,在温度为(23±1)℃、相对湿度为(50±15)%的环境下自然放置超过28 d,亦未出现开裂现象,说明材料的抗开裂性较好。
●结论
(1)增加PP纤维掺量有助于提升材料的可建造性,但同时会降低材料的挤出性和表观质量。为保证良好的打印质量,本文建议设置打印层高为8 mm。
(2)结合本文试验结果,建议PP纤维掺量为0.6%、长度为9 mm;使用直径为20 mm的圆形打印喷头时,建议设置打印层高为8 mm、水平线性打印速度为40 mm/s。在上述配合比及打印工艺参数条件下,可打印出吸水率小于3% 、抗压强度接近40 MPa、抗折强度大于6 MPa且抗开裂性能较好的3D打印混凝土材料。
中国混凝土与水泥制品协会网站版权声明:
① 凡本网注明来源:中国混凝土与水泥制品协会、CCPA、CCPA各部门以及各分支机构的所有文字、图片和音视频稿件,版权均为本站独家所有,任何媒体、网站或个人在转载使用前必须经本网站同意并注明"来源:"中国混凝土与水泥制品协会(CCPA)"方可进行转载使用,违反者本网将依法追究其法律责任。
②本网转载并注明其他来源的稿件,是本着为读者传递更多信息之目的,并不意味着赞同其观点或证实其内容的真实性。 其他媒体、网站或个人从本网转载使用的,请注明原文来源地址。如若产生纠纷,本网不承担其法律责任。
③ 如本网转载稿件涉及版权等问题,请作者一周内来电或来函联系。
您可能感兴趣的文章
更多>>- 全球首例原位3D打印建筑,即将在广东河源投用!2020-08-26
- 国内首家建筑3D打印展馆在广东河源龙川启用2020-11-13
- 世界领先的3D打印机造房速度惊人!以后工地搬砖就要和机器人竞争了?!2021-01-13
- 全国首例!山东上线3D打印装配式生态河道挡土墙2021-03-13
- 全国首个3D打印景观广场工程落地深圳国际会展中心2021-04-21
- 3D打印混凝土合集:思考不同构造/肌理背后的工艺创新和可能性2021-05-29






